不要错过这部精心制作的止水铜片,PVC橡塑止水带满足客户需求产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:江西景德镇止水铜片,PVC橡塑止水带满足客户需求的图文介绍

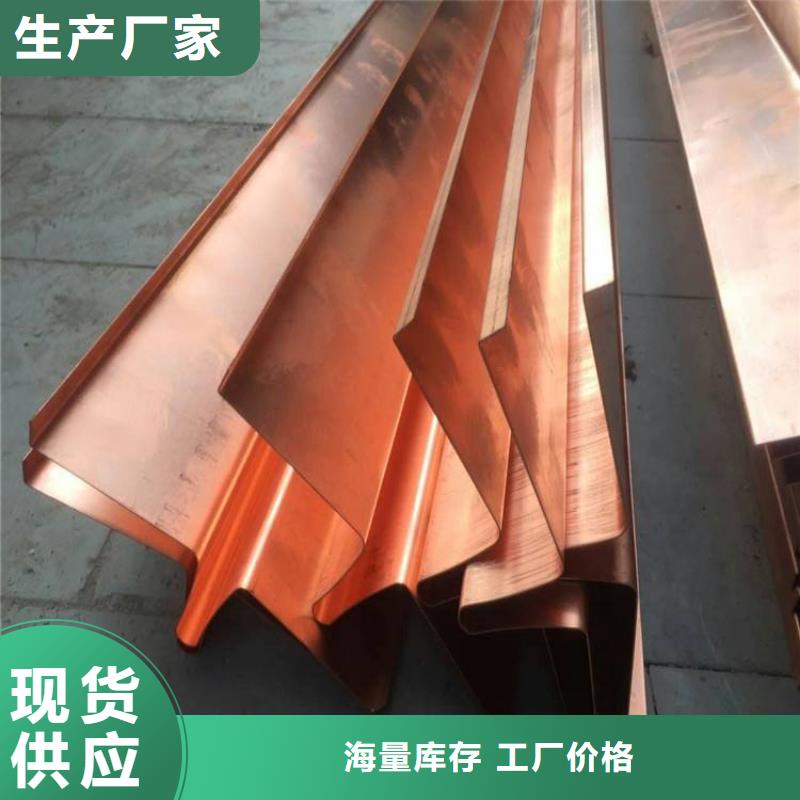
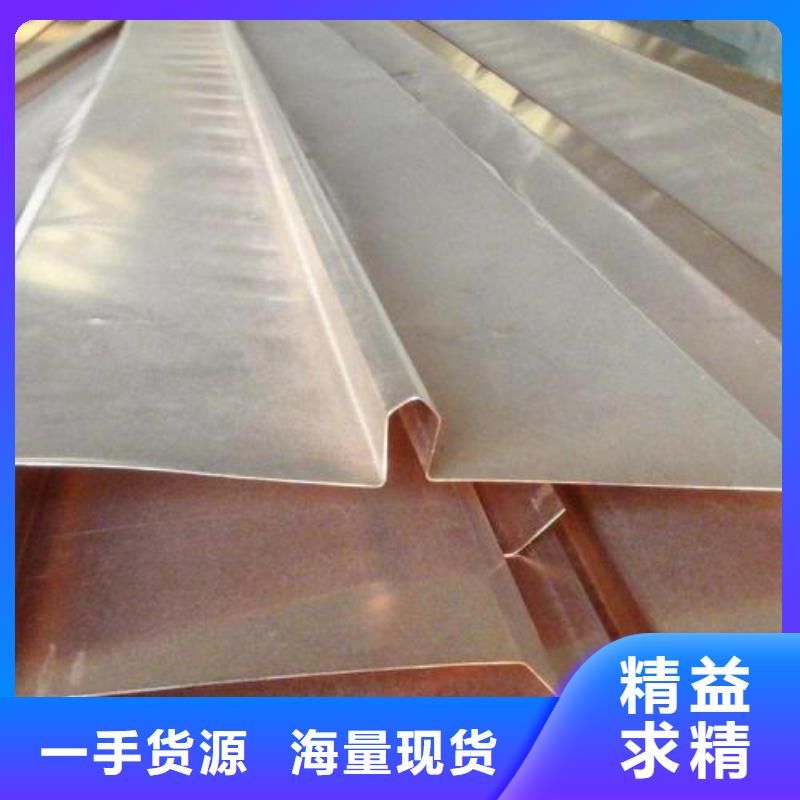
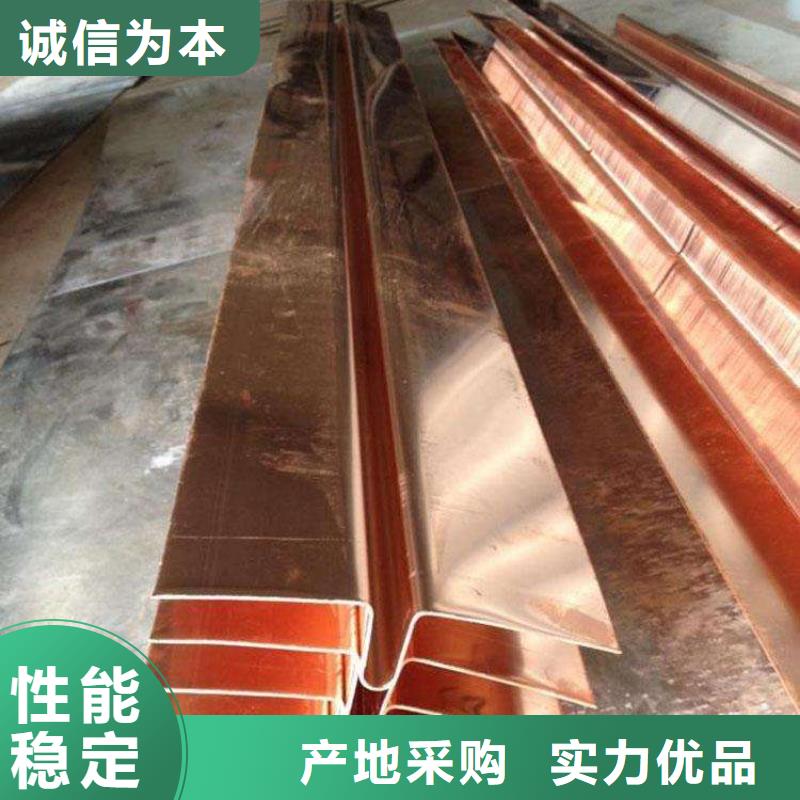
防渗止水是水工建筑物的关键一环,紫铜片是水工建筑物沉降缝伸缩缝之间常用的止水材料,其结构设计是否科学关系到水I建筑物的、可靠运行。
紫铜片止水的加工与连接
紫铜片止水按设计形状、尺寸,采用专门成型机根据需要长度加工挤压整体成型,确保成型质量。加工时,尽量减少接头数目。挤压加工成型的紫铜止水片长度大,搬运过程中容易发生扭曲变形,为避免发生此现象,应尽可能靠近工作面加工,成品出口处设置托架。对于异型接头,计划在现场根据实际需要进行加工和连接。详见“紫铜止水片异形头制作与搭接”
在水利工程设计和施工中,为了防止因不均匀沉降造成对水利工程设施的破坏,根据地质条件以及上部结构等情况,一般每隔10~30米会设置一道沉降缝,在沉降缝之间会设置止水铜片。目前通常做法是在现场直接焊接水平止水与垂直止水连接段。由于分缝部分连接复杂,且工地现场焊接条件差、紫铜片长,导致现场加工质量不易控制,特别是该部位,是焊接特别复杂的地方,再加上目前这方面的专业制作人员又紧缺,稍有不慎,就可能导致水失效,产生渗漏,工程将会产生问题。因此,为了满足生产和施工的需要,急需一种能适应分缝部分水平止水与垂直止水既加工简单又便于现场焊接的装置。


只有经过大量的、认真的焊接实践,才能避免这两种情况。焊接电路板时,一定要控制好时间。太长,电路板将被烧焦,或造成铜箔脱落。从电路板上拆卸元件时,可将电烙铁头贴在焊点上,待焊点上的锡熔化后,将元件拔出。焊接时候助焊剂(和焊油)是关键,新鲜的和无腐蚀性的焊油可以帮助你很好的完成焊接,而且可以让表面光洁漂亮,使用的时候可以多用点助焊剂焊接也是关键在维修制作过程中,焊接工作是必不可少的。
它不但要求将元件固定在电路板上,而且要求焊点必须牢固、圆滑,所以焊接的好坏直接影响到电子制作的成功与否,因此焊接是每一个电子制好者必须掌握的基本功,现在将焊接的要点介绍一下:1.电烙铁的选择电烙铁的功率应由焊接点的大小决定,焊点的面积大,焊点的散热速度也快,所以选用的电烙铁功率也应该大些。



广硕橡塑制品(景德镇市分公司)注册资金800万元,占地面积近50亩,建筑面积达10000平方米。经过多年努力,公司已具备了可观的 背贴式橡胶止水带生产能力和科技开发水平。公司 背贴式橡胶止水带生产设备精良, 背贴式橡胶止水带产品工艺可靠,检测手段齐全,企业管理严格,产品质量过硬。


一般电烙铁的功率有20W25W30W35W50W等等。选用30W左右的功率比较合适。电烙铁经过长时间使用后,烙铁头部会生成一层氧化物,这时它就不容易吃锡,这时可以用锉刀锉掉氧化层,将烙铁通电后等烙铁头部热时,涂上焊锡即可继续使用,新买来的电烙铁也必须先上锡然后才能使用。
2.焊锡和助焊剂选用低熔点的焊锡丝和没有腐蚀性的助焊剂,比如,不宜采用工业焊锡和有腐蚀性的酸性焊油,采用含有的焊锡丝,使用起来非常方便。3.焊接方法元件必须清洁和镀锡,电子元件在保存中,由于空气氧化的作用,元件引脚上附有一层氧化膜,同时还有其它污垢,焊接前可用小刀刮掉氧化膜,并且立即涂上一层焊锡(俗称搪锡),然后再进行焊接。
经过上述处理后元件容易焊牢,不容易出现虚焊现象。焊接的温度和焊接的时间焊接时应使电烙铁的温度高于焊锡的温度,但也不能太高,以烙铁头刚刚冒烟为好。焊接时间太短,焊点的温度过低,焊点融化不充分,焊点粗糙容易造成虚焊,反之焊接时间过长,焊锡容易流淌,并且容易使元件过热损坏元件。







 扫一扫
扫一扫